
What is a PLC, what is a PAC?
... as it relates to PAC and PLC Training?
This is a continuation of the PLC PAC Difference article.
You probably have heard, within the many industries that use automation control, there has been a big debate over PAC vs PLC. Even after almost 10 years of the PAC being around. Some still refer to a PAC as a PLC because they don't know about the clear difference between a PLC and a PAC. As mentioned at the beginning of this article, it doesn't matter which you call it, as long as the other person or people you are communicating with, know what level of technology you are talking about. But, when you are talking about training for a PLC or PAC, the vast technological differences between the two is critical to understand and communicate.
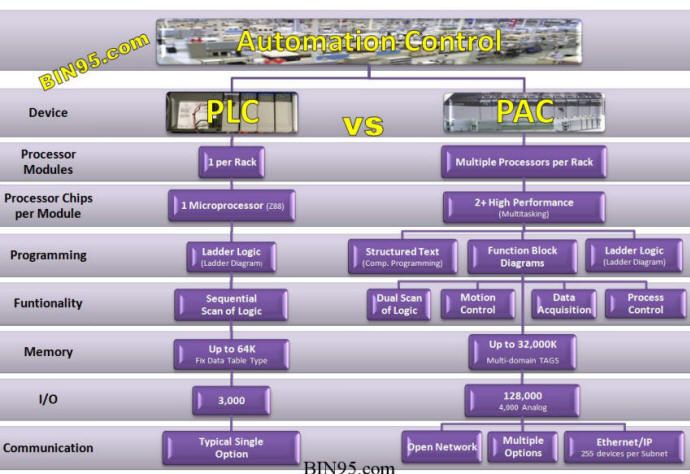
The PAC vs PLC chart below will make a clear and quick visual representation of some of the primary differences...
PAC vs PLC Training
We require 40 hours for on-site, hands-on PLC training that include an emphasis on PLC Safety, Reliability, and Best-practices training relevant to maintenance and engineering working with PLCs in the real world. This is for a group of 10 or fewer students. If a training provider was to only provide a presentation style session and/or only deliver scholastic knowledge that could be found in a manual, it could be done in about 16 hours. While it would be education, it would not be training and cover PLC Safety, Reliability, and Best-practices in-depth enough to adequately reduce downtime and risk.
We recommend to all of our customers that they first take our PLC training to establish a firm foundation in which to build on. Only then move on to the advanced topic of PAC training. In contrast to PLC training, the same level of PAC training requires PLC training and PAC overview training, Motion control training specific to that PAC vendor's software, computer programming training for working with structured text (a Pascal-like computer programming language), etc., networking training and network security training. So training for an advanced topic like PACs, will start at 80 hours and up, depending on each employee's past training and experience in the IT/Computer programming field.
Side Note: In BIN95.com's On-site PLC training, a couple of the training objectives are "to be able to modify existing PLC programs and identify best-practices PLC programming before you purchase new equipment...". If you review the ISA organization's website, you'll see they recommend after the general PLC PAC training, an additional 40 hours about the 5 programming languages a PAC uses. Then they recommend additional training classes on networking and networking security. So it is well over 80 hours to get to the same competence level with PACs, which we get you to with our PLC training. This furthers the point that the learning curve for the PAC is much greater than it is for the PLC.
If you are already a trained IT/Computer Programmer, you could probably get by with our PLC training, PAC overview training, and studying the motion control part of the PAC software's manual; as a minimum. But if you are a maintenance or engineer person with little or no IT/Computer programming training, you will need all the previously mentioned training to work with PACs safely and reliably. This training consideration is very important because most end users do not get a choice of what kind of controls are in the machines that they purchase. We have had customers request PLC training and when reviewing their machine program to customize that training, we found no PLC ladder logic was used by OEM, as what they had was a PAC and it was all computers programming language.
We have also seen the other scenario, where the company placed the IT department in charge of a PAC controlling a machine because it had an Ethernet port on the PAC. But the IT person had no PLC training or idea how dangerous I/O forces are when the person created windows to force I/O, accessible from any workstation on the company network.
A third scenario to consider is that many companies have placed PLC responsibilities on maintenance mechanics who are very bright, can peck around on the computer while working with PLCs, but have little other computer experience. So the difference between the PLC learning curve and the PAC learning curve will be much greater. So when you are referring to training anyway, it is very important to call a PAC a PAC, not a PLC.
So do yourself, your employees, and your company a favor, get the PLC safety, reliability, and best practices training at bin95.com/plc_training.htm before moving on to learn the much greater challenging PAC. That is great advice for all maintenance, engineering, instrument techs, and IT personnel that will eventually work with PLCs or PACs.
For those who still insist on calling a PAC a PLC, or question the expert opinion of this article, I refer you to the following external resources that confirm that PACs exist and the vast PLC PAC difference. Among which are ARC Advisory Group , International Society of Automation, and PLC PAC vendors, like Rockwell Automation, Siemens, GE, Mitsubishi, Schneider, National Instruments, Opto 22, Advantech, etc.
Opto 22 - what is a programmable automation controller (pac)? opto22.com/support/resources-tools/demos/what-is-a-pac
Ab/rockwell - pac rslogix 5000 series ab.rockwellautomation.com/programmable-controllers
After reviewing all the above, to still deny the PLC PAC difference, to ignore the industry's vendors, organizations, and trade magazines themselves, is like refusing to acknowledge while SCADA has an HMI element to it, HMI is not a full-blown SCADA system. Please help our industry settle this issue once and for all by sharing this article via social media.
Go to Page 1
Don Fitchett - Business Industrial Network (BIN) - BIN95.com
|